Using Sensor Technologies to Optimize Maintenance of Power Plant Water Systems
Nondestructive technologies make the inspection of a plant's least accessible components relatively easy and deliver results that minimize unexpected failure-and expense.
When we undertook an initiative at Granite Ridge Energy (GRE) to identify, prioritize, and assess components that were due for their 10-year assessments, we didn't know quite what we were taking on or how to approach it. We had heard, however, of using advanced sensors to good effect in inspecting pipelines and tank interiors that are not easily accessed and thus not usually included in standard outage iterations. After lengthy discussion at the committee level, we decided to put a dart on that board.
Granite Ridge is a 753-MW natural gas-fired, combined cycle facility located just outside of Manchester, N.H. (Figure 1). The plant is equipped with two Siemens 501G combustion turbines and one Siemens KN steam turbine.
 |
1. Low-cost power.Through its operator, NAES Corp., owner Granite Ridge Holdings LLC has undertaken several reliability-enhancing initiatives to improve the availability factor at Granite Ridge Energy in Londonderry, N.H. Courtesy: Granite Ridge Energy |
Commissioned in March 2003, GRE operates at a heat rate of less than 7,000 Btu/kWh and benefits from a long-term below-market commodity contract, making it one of the lowest-cost combined cycle gas turbine plants in the New England Power Pool supply stack. Through its operator, NAES Corp., owner Granite Ridge Holdings LLC has undertaken several reliability-enhancing initiatives in an ongoing effort to improve its availability factor.
Three Challenges to AddressWe targeted three systems, none of which had been assessed since the plant's commissioning:
a- A 16-inch ductile iron cooling water line that supplies treated water from the City of Manchester's treatment plant for cooling tower makeup.
a- An 84-inch, 708-foot-long underground circulating water line (a 344-foot supply line and a 364-foot return line) consisting of 40 sections of prestressed concrete cylinder pipe (PCCP).
a- The interiors and undersides of GRE's 500,000-gallon demineralized water tank and 800,000-gallon cooling tower makeup water tank.
After talking about the idea with my counterparts at other facilities and getting some referrals, I made contact with the Maryland-based Structural Group, which retains the sensor services of Pure Technologies U.S. Inc. and the Houston-based Mistras Group. Structural Group did a good job of convincing our management that advanced sensors would provide cost-effective, nondestructive ways to better understand the risks associated with these assets and establish baselines to make long-term planning and procurement more effective.
Acoustic Sensor for the Cooling Water LineOn the advice of Structural Preservation Systems, a unit of the Structural Group, we opted to use acoustic technology provided by Pure Technologies to determine the condition of the cooling water line, which carries treated wastewater approximately 3.5 miles from Manchester's publicly owned treatment works (POTW) to the power plant. The Pure team set up 10 transceivers along the run, and we arranged to maintain water flow at a constant velocity during the test.
The team then launched a SmartBall-a small acoustic sensor embedded in a buoyant, compressible plastic foam sphere-inserting it through a 4-inch tap at the POTW's pumping station (Figure 2). They retrieved it at the GRE site's Actifloc filter unit 6.5 hours later.
 |
2. Follow the ball. The Pure Technologies team used a SmartBall acoustic sensor and tracking equipment to inspect GRE's 16-inch-diameter cooling water line, which carries treated wastewater 3.5 miles from Manchester's publicly operated treatment works. Courtesy: Pure Technologies |
An onboard accelerometer recorded the rotation of the SmartBall, translating it into a velocity profile of the device as it traversed the length of the pipeline. Tracking the position of the SmartBall via the 10 receivers provided a time and position stamp on the velocity profile that was used to report the location of a leak or gas pocket (Figure 3).
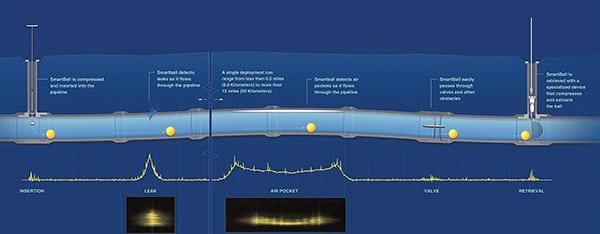 |
3. Pipeline journey. An artist's rendering of a SmartBall traversing the 16-in line shows acoustic signatures corresponding to a leak (left) and a fully developed gas or air pocket (center). Courtesy: Pure Technologies |
As the SmartBall approaches a leak, the acoustic signal it detects will increase, reaching a crescendo as the sphere passes the leak and decreasing as the sensor continues on its way. The Pure analysts cross-check the data against signals from the 10 transceivers to pinpoint the location of any anomaly. They further evaluate the acoustic signature to estimate the approximate magnitude of a leak. Pure categorizes leaks as small (0 to 2 imperial gallons per minute, gpm), medium (2 to 10 gpm), or large (greater than 10 gpm).
The Pure team detected no leakage or other cause for alarm in the cooling line. However, they did find acoustic anomalies that indicated pockets of gas trapped in 10 locations where the elevation of the run changed (Figure 4). These typically displayed a "hydraulic jump" at the point where the pipe descends in elevation, creating a turbulent flow. This turbulence, together with frequent wet/dry cycles caused by changes in flow, puts these areas at higher risk of failure. We therefore marked those 10 locations to help us keep an eye on them at regular intervals.
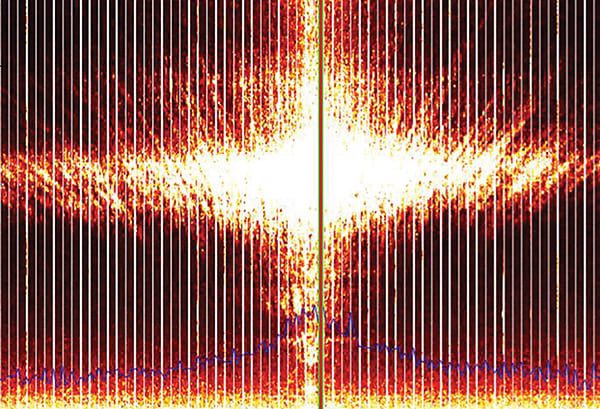 |
4. Gas pocket detected.The acoustic signature of a fully developed gas pocket in the line typically shows a broader, less-defined array of signals than the abrupt spike of a leak's signature. Courtesy: Pure Technologies |
We consulted the Structural Group for the PCCP circulating water line as well, and they again retained Pure Technologies to perform the inspection. This time, Pure brought an electromagnetic (EM) device to survey the PCCP that makes up our 84-inch-diameter circulating water line.
The EM technology works by inducing a varying electrical field on the prestressing wires in the concrete and measuring the corresponding magnetic field response. The Pure team focused primarily on the prestressing wire-the structural component that provides the pipe's strength. They surveyed each pipe section to identify anomalies associated with any zones of wire damage.
The equipment consists of a transmitter coil that generates the electrical field and a receiver coil that picks up the induced response. As the equipment is moved through the pipeline or along an external pipe surface, a data logger records the data.
To understand how the data signal responds in various conditions, the Pure team performed calibration scans on pipes similar to GRE's. From these, they created a calibration curve, which they then applied to the "distress" signals measured in GRE's pipeline to quantify the number of wire breaks in each distressed region.
Once they'd established the baseline signal, they performed additional scans on the pipe under varying wire break conditions to determine:
a- The ability of the system to detect the presence of broken wires.
a- The resolution of the system when the number of broken wires is changed.
a- The optimal system settings that should be used for that particular pipe.
The team then incorporated the calibration curve into their analysis software. This made it possible for their analysts to measure a distress signal and compare it against the curve to quantify the number of wire breaks represented by that signal.
The conveyance used by the Pure team to do this inspection looked something like an oversized sawhorse built of machined aluminum with bicycle wheels mounted on the legs (Figure 5). We had to lower it in eight pieces through a manhole and then wing-nut it together down below. The technician mounted his sensors and laptop on the cross-member and adjusted the angle of the wheels so he could keep it stable as he walked it through the supply and return pipelines.
 |
5. Walking the line. A Pure Technologies technician walks the electromagnetic sensor and data logger along the circulating water line on a stabilized conveyance that had to be lowered in eight pieces through a manhole and reassembled below. Courtesy: NAES |
This was the first time in 10 years of operation we'd had a look at this line. We knew that if it failed, it would fail catastrophically-likely resulting in a lengthy and expensive unplanned outage and even more costly environmental remediation.
Once the Pure team had analyzed the data for wire damage and its severity, they could use it to project a likely failure date, which would give us a leg up on procuring materials in advance. After examining a total of 40 PCCP sections spanning the 708-foot combined length of the two lines, however, they reported only slight indications of wire damage in two sections.
PEC Inspection of the Water TanksWe brought in a team from the Houston-based Mistras Group to inspect for deterioration inside the 500,000-gallon demineralized and 800,000-gallon makeup water tanks (Figure 6). They recommended visual inspection-using a submersible robot of the type used to inspect ship hulls (Figure 7)-as well as pulsed eddy current (PEC) inspection to measure the tanks' carbon-steel wall thickness.
 |
6. Do no harm. Mistras Group technicians use pulsed eddy current (PEC) technology deployed on a submersible robot to inspect the interior of the plant's large water storage tanks without harming the insulation or epoxy liners.Courtesy: NAES |
 |
7. Robot inspector. The submersible robot used by the Mistras Group to inspect the tank interiors carried a television camera for visual reconnoitering as well as the PEC pulser and receiver probe that detected variations in thickness of the carbon-steel walls. Courtesy: NAES |
How exactly does PEC work? It's like something out of an old sci-fi movie but without the plot getting in the way. Basically, it's a volumetric screening tool that can inspect insulated carbon-steel components for internal and external corrosion. It uses a stepped signal-as opposed to the sinusoidal signal used by conventional eddy current testing-so it can measure several different frequencies within a single step. This allowed the Mistras team to measure wall thickness and liner flaws indirectly without disturbing the insulation.
The PEC system consists of a pulser/receiver, a laptop computer, and a transmitter/receiver coil (sensor or probe). Instead of using a sinusoidal AC signal, as with conventional eddy current (EC) testing, PEC excites the coil with a pulse of DC voltage. When this current is switched off, the sudden change in the magnetic field induces eddy currents in any conductive component near the transmitting coil. When a tank wall is lined or insulated, eddy currents are induced through the insulation into the wall itself.
When the eddying currents reach their maximum value after saturating the wall material, they begin to decay back to a neutral state. This decay is detected by the PEC system, which translates the duration of this active field into a distance, which in turn is calculated as an average wall thickness. The eddy current generation and subsequent decay varies with the thickness of the material under the "footprint" of the probe. The software determines a comparative result, relating the thickness displayed to a known (or assumed) wall thickness at a selected reference point.
The main limitation of this technique is that PEC averages the wall thickness over its "footprint," a roughly circular area where the eddy currents flow. The footprint's diameter approximately equals the distance between the probe and the metal surface. PEC is thus well-suited to determining wall loss over a relatively large area but not to detecting very localized damage.
PEC is based on relative values, which is another limitation. It can detect differences in the thickness of a single object, such as a tank wall. This will suffice for many applications, and when you need a quantitative result, you can calibrate at a given point within the grid of test specimens using a different method.
The PEC inspection showed the demineralized water tank to be in great condition, with wall thickness and epoxy liner totally intact. However, it also confirmed that the makeup water tank was showing signs of liner failure, with active corrosion of the steel wall. Fortunately, wall thicknesses still measured within the acceptable range.
The PEC findings enabled us to budget and properly plan for a single tank drain and repair. We would otherwise have fallen back on the costly and labor-intensive recourse of draining both tanks during our annual outage and responding reactively to the results of conventional destructive testing.
Better Long-Term Planning = Less Risk of Major FailuresThrough the use of advanced technologies not commonly deployed during routine outages, we were able to catalog and baseline conditions inside GRE's least accessible components. We can now plan more accurately for the long term and better target our future outage efforts.
Although skeptical at first, GRE's owner, Granite Ridge Holdings LLC, much appreciated our choice of nondestructive sensor testing to do these 10-year assessments. The company not only realized a cost savings up front over using conventional destructive methods but also substantially mitigated the risk of being blindsided by a catastrophic failure.
-Larry Hawk, NAES Corp., is plant engineer at Granite Ridge Energy, Londonderry, N.H.
The post Using Sensor Technologies to Optimize Maintenance of Power Plant Water Systems appeared first on POWER Magazine.