Ultra-High-Pressure Cavitation Peening Offers New Way to Maintain Components in Operational Nuclear Reactors
To power generation professionals, the word "cavitation" typically has negative connotations, but a new process offers a way to control this normally destructive effect and deploy it as a cost-effective life-extension technique.
As operators of commercial nuclear energy facilities consider subsequent license renewals and life extensions, finding new ways to safely maintain reactor components remains of particular importance. When faced with the required inspections and maintenance, as well as the potential for emergent repairs, operators' options to preserve these reactor components have been limited to either supporting continued, extensive and costly repairs, or to considering complete component replacement. However, given the ever-changing economics in the power industry, as well as the necessity to reliably and cost-effectively generate baseload power, operators are demanding new and innovative techniques and technologies to maintain their reactor components.
One such technique, known as ultra-high-pressure cavitation peening, was recently introduced for the first time on an in-service reactor vessel closure head. This work was completed at Exelon's Byron Generating Station Unit 2 in spring 2016.
With ultra-high-pressure cavitation peening, power generators are no longer faced with only two options-repair or replace-when planning for long-term use of nuclear energy facility components that contain materials susceptible to primary water stress corrosion cracking (PWSCC). Today, this surface stress remediation technique provides a third option for efficiently and cost-effectively maintaining components, offering an alternative to the unpredictability and impacts of performing localized repairs or the extensive costs of component replacement. Ultra-high-pressure cavitation peening targets PWSCC-prone materials-such as alloy 600, 82, and 182-and mitigates these materials' susceptibility to stress corrosion degradation.
What Is Ultra-High-Pressure Cavitation Peening?Ultra-high-pressure cavitation peening is a technique that harnesses the physical phenomenon of cavitation-the formation and subsequent implosion of vapor bubbles in a liquid, resulting from rapid pressure changes-to significantly reduce the probability of PWSCC on reactor components.
With ultra-high-pressure cavitation peening, the cavitation cloud is controlled so that the vapor bubbles implode on a targeted component's surface, alleviating the initial material property fabrication and operating tensile stresses so as to lessen the effects of tensile stress fatigue over time (Figure 1). The newly imparted compressive stresses from the cavitation peening process significantly curtail known fabrication and operation stresses within the material's lattice structure, thereby minimizing the creation of multiple, random fracture sites within the material's surface that are then susceptible to PWSCC attack and subsequent crack growth (Figure 2).
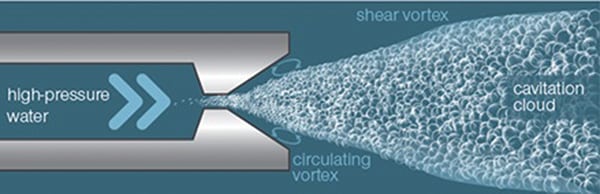 |
1. Under pressure.High-pressure water exits at a high velocity and creates a cavitation cloud. Courtesy: AREVA |
 |
2. A good type of stress.Vapor bubbles collapse on the material's surface to create compressive stress to prevent primary water stress corrosion cracking. Courtesy: AREVA |
Other industries, such as aerospace and defense, have used surface stress mitigation techniques similar to cavitation peening to provide various safety-critical applications. In fact, lower-pressure cavitation peening has been implemented in Japan on pressurized and boiling water reactor vessel closure heads, but only prior to the vessel heads being placed in service. Prior to its implementation at Byron Generating Station Unit 2, this technique had not been considered for nuclear energy facilities, nor had it ever been performed on an in-service reactor head.
AREVA's Ultra-High-Pressure TechniqueAREVA benchmarked the ultra-high-pressure cavitation peening technique with a focus on the safety-critical aerospace industry. After thoroughly evaluating the science behind the technique, AREVA's engineers determined that a refined and targeted process could benefit the nuclear energy industry. They then set to work adapting the process to meet the needs of power generators. AREVA's U.S. operations developed the technology and therefore were capable of deploying it in the U.S. market first. Most impressively, by simply using water, the effects of cavitation peening are expected to extend the economic life of a component by as many as 20 years beyond its originally designed lifespan, based on detailed stress and corrosion analyses (Figure 3).
 |
3. Before and after cavitation peening.These photos show the dimpled surface in a compressive state after ultra-high-pressure cavitation peening is complete. Courtesy: AREVA |
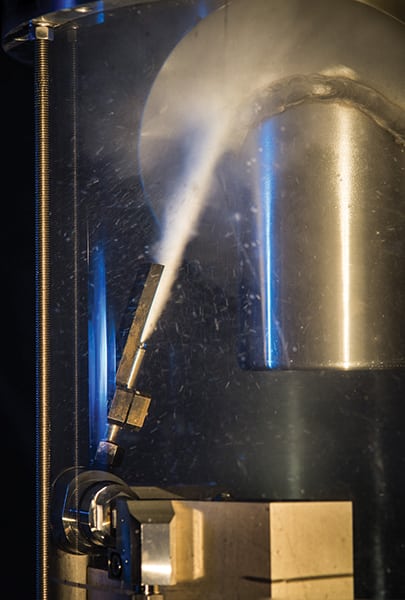
AREVA's refined cavitation peening process uses submerged, ultra-high-pressure water jets to work the surface of reactor vessel components. Customized tooling directs the ultra-high-pressure water flow to create vapor bubbles that collapse on the component's surface, creating shock waves that travel into the material and impart compressive residual stresses. These compressive stresses mitigate the residual tensile stresses within component surfaces, thereby preventing the initiation of PWSCC. Validation of the process was performed by AREVA through a series of extensive x-ray diffraction techniques to validate improvements in material properties, corrosion testing to demonstrate resistance to PWSCC processes, as well as a combination of key process quality parameter development and tooling qualifications. In cases where this technique has been applied, the resulting surface compression improved the component's material properties and enhanced resistance to corrosion, as well as other forms of material degradation, which greatly minimizes the effects of aging.
Once the peening process is complete, the reactor head can be released for reassembly as part of a typical scheduled refueling outage sequence.
The Byron ProjectIn consideration of receiving a 20-year license renewal from the U.S. Nuclear Regulatory Commission (NRC) for Byron Unit 2 in November 2015, Exelon proactively decided to take steps to extend the life of the unit's reactor components.
For operators of pressurized water reactors like Byron's Unit 2, preventing PWSCC is of particular concern, as the alloy 600, 82, and 182 materials widely used in U.S. pressurized water reactors have been found to be susceptible to stress corrosion cracking. PWSCC has been reported on reactor vessel closure heads, head penetration nozzles, reactor vessel bottom-mounted nozzles, and dissimilar metal welds of primary system piping. Cracking has also been observed on other pressure boundary components, such as steam generator tubes and plugs, pressurizer heater sleeves, pressurizer instrumentation nozzles, and reactor hot leg piping instrumentation nozzles.
In the case of Byron Unit 2, the ability to proactively prevent PWSCC on the unit's reactor vessel closure head using surface mitigation techniques was an attractive alternative to full reactor head replacement or the potential continued risk of repair due to PWSCC-induced flaws (Figure 4).
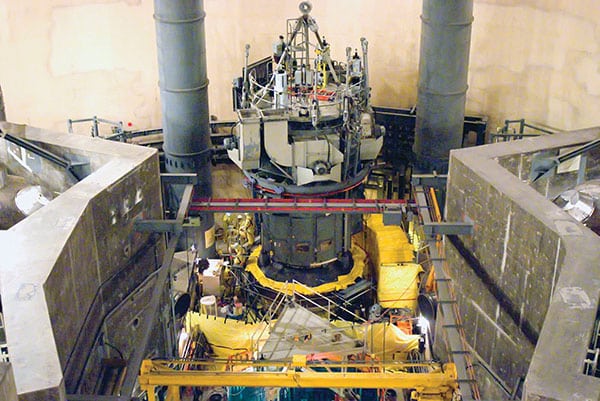 |
4. Ready.Byron Unit 2 reactor vessel head before cavitation peening was implemented. Courtesy: AREVA |
For nearly two years, Exelon worked with the industry to explore options for reactor vessel head surface mitigation techniques. After taking stock of the alternatives, Exelon narrowed in on AREVA's ultra-high-pressure cavitation peening because it was considered to be the overall best solution with proven technology that could be deployed on a large scale in an expeditious timeline, meet stringent quality and control variables, and not adversely affect the surface of the component. In addition, the technique has a high degree of precision and provides coverage overlap redundancy to ensure consistent application of the cavitation peening process to fully mitigate component degradation. Furthermore, AREVA's method for applying cavitation peening to reactor vessel penetration nozzles requires an overall shorter implementation schedule for plants like Byron's Unit 2, compared to alternative surface mitigation techniques. For example, the thermal sleeves may be left in place during the nozzle inner diameter peening process, eliminating the time it takes to remove and replace the sleeving. As a result, peening can be completed in parallel with other scheduled maintenance work, such as refueling.
Exelon's final decision to perform ultra-high-pressure cavitation peening on the reactor vessel closure head at Unit 2 was supported by the availability of AREVA's new technique, as it could be developed and deployed in a relatively short time period (18 months). The broader economics of mitigation versus replacement also played a key role in the decision to pursue the process. In fact, Exelon found that a surface mitigation solution could be implemented three to four times more quickly than a reactor vessel closure head replacement and provided a more immediate mitigation solution that was more cost effective than replacing the entire reactor vessel closure head component. At only 10% to 20% of the cost of a reactor vessel head replacement, the peening process is expected to extend the economic life of a component by as many as 20 years beyond its originally designed lifespan. Therefore, Exelon awarded the contract for ultra-high-pressure cavitation peening to AREVA in 2014. AREVA finalized the tool design in December 2014, releasing first-of-a-kind tools in the first quarter of 2015. After the first set of tooling was assembled and tested and the process was qualified, AREVA completed the production verification test in November 2015 and continued to optimize and improve tooling and processes up to the outage during which the team would conduct the cavitation peening.
Exelon committed to preparing the facilities for the process (Figure 5), which was planned to occur during its scheduled spring outage. In addition to normal outage preparations, Exelon installed temporary power in the spent fuel storage building to support the increased electrical loads needed for ultra-high-pressure cavitation peening. The head also had to be raised above the existing height to allow additional room for the cavitation peening tooling, but no additional preparations had to be carried out on the reactor vessel closure head component.
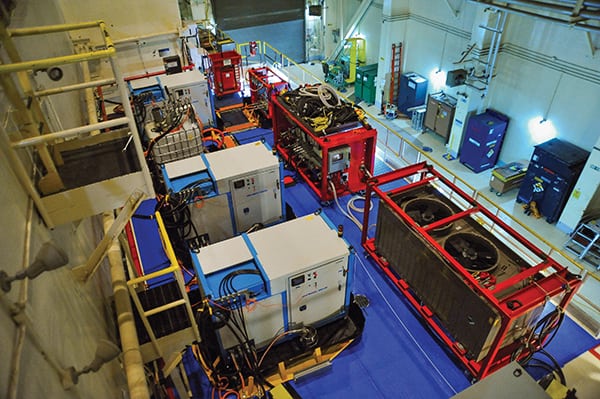 |
5. Staging area. Ultra-high-pressure pumps and support equipment standing ready for use. Courtesy: AREVA |
To conduct ultra-high-pressure cavitation peening, AREVA stages a series of ultra-high-pressure pumps, chillers, and process tooling and controls (Figure 6). The equipment is configured and calibrated to ensure full functionality during the pre-outage window. Next, a robot is configured to deliver and lift the cavitation peening tooling for an under-vessel head application of the peening process (Figure 7), while special cameras are configured to monitor and record the process and key parameters. Finally, prior to implementing the cavitation peening process, AREVA must complete a pre-volumetric inspection of the head to capture as-found condition and ensure no flaws are present.
 |
6. Prep work.Workers prepare the reactor vessel head stand for cavitation peening at Byron Generation Station Unit 2. Courtesy: AREVA |
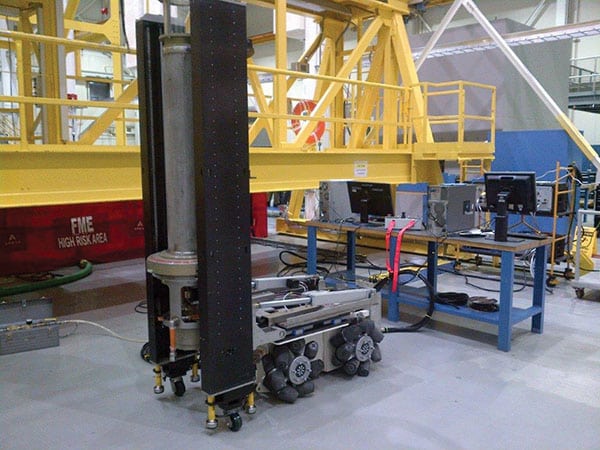 |
7. At your service.AREVA's customized robot delivery tool can deliver and lift cavitation peening tools under a reactor vessel closure head. Courtesy: AREVA |
Even though AREVA's use of ultra-high-pressure cavitation peening on the reactor vessel closure head at Byron's Unit 2 was the first application of its kind in the world, the entire activity was conducted in just 15 days. After the process was complete, a routine closeout inspection was all that was required prior to returning the component to service. In the summer of 2016, following completion of this project, AREVA received an innovation award for the application of this technique at the World Nuclear Exhibition in Paris.
Lessons LearnedIntroducing a game-changing technique in any industry comes with an expectation that the first implementation will yield valuable operating experience and identify opportunities for process improvement and efficiencies. These improvements, once implemented, will enhance equipment and human performance reliability, and should reduce the overall schedule duration of the field process.
Overall, the equipment performed as it was designed, but lessons were captured to optimize and refine techniques for this unique tooling system. Examples of these enhancements include:
a- Improving robustness and longevity of the ultra-high-pressure hose system.
a- Ensuring all equipment used underneath the reactor vessel closure head is hardened against water intrusion failures.
a- Refining operator control system and workstation interfaces to reduce the potential for human performance errors.
a- Enhancing hydraulic sealing of cavitation peening tools to reactor vessel closure head surfaces and unique geometries.
Lessons were also learned related to the logistical aspects of packing, transporting, and refurbishing cavitation peening equipment after completion of the outage.
The Future for Ultra-High-Pressure Cavitation PeeningSubsequent outage performance is expected to demonstrate AREVA's ability to transition ultra-high-pressure cavitation peening from a first-of-a-kind technique to an "outage-hardened" solution. In fact, after working closely with its suppliers, AREVA has already implemented engineering design changes and other improvements. These enhancements will help to continuously improve the technique as the company stands ready to support additional cavitation peening implementations in the future. Currently, Exelon plans to utilize ultra-high-pressure cavitation peening to mitigate Byron Unit 1 as well as Braidwood Unit 1 and Unit 2.
Additionally, with the NRC's approval, ultra-high-pressure cavitation peening may allow utilities to extend the frequency on their reactor vessel head volumetric ultrasonic testing inspections, saving money and dose. In fact, the NRC's final safety evaluation of EPRI MRP-335 provides a process to apply for inspection relief post-cavitation peening application and after completing two successive nondestructive evaluation inspections (N + 1 and N + 2) for up to a six-cycle frequency.
Ultra-high-pressure cavitation peening offers significant potential in terms of economic benefits to a nuclear plant owner, as well as enhanced safety and schedule performance. Moreover, by using this technique, nuclear generators have the ability to mitigate the effects of aging on some components, potentially extending the use of the whole reactor. a-
-Mike Epling, PMP,is a project manager at AREVA Inc., andBenjamin Youmanis involved with Exelon corporate strategy and planning.
The post Ultra-High-Pressure Cavitation Peening Offers New Way to Maintain Components in Operational Nuclear Reactors appeared first on POWER Magazine.