Increasing Automation for Fossil Energy Plants
The post Increasing Automation for Fossil Energy Plants appeared first on POWER Magazine.
An Electric Power Research Institute study has developed a systematic process for introducing sequence automation to fossil power plants. Researchers are now exploring its implementation in case studies.
As large-scale fossil power plants are increasingly required to operate flexibly, control and automation systems are becoming more important in operational planning. Automation of these plants using existing tools in distributed control system (DCS) toolkits can lead to many benefits. In particular, sequence automation can help reduce startup fuel costs, enable operational efficiency improvements, and preserve plant equipment through decreased stress and wear during startup and shutdown operations.
If plants are to realize these benefits, however, they need to understand how best to apply the tools for their site-specific conditions. To address this need, the Electric Power Research Institute (EPRI) recently initiated a project to develop a systematic process for automation implementation to assess plant factors that define their readiness to apply effective sequence automation functions and to explore the issues that arise through case study assessments.
The first phase of the project documents the potential benefits of power plant sequence automation and provides a systematic approach to determining the specific goals for automation, based on the identified benefits sought by the plant owner, the general requirements for sequence automation based on the identified goals, and the design philosophies employed to implement sequence automation. Researchers also developed a "readiness index" value that compares the implementation effort for each option. The first phase is described in a new report titled Increasing Automation for Fossil Energy Plants: Options, Approaches and Practices (3002016326). The second phase will implement automation as case studies and report on the outcomes.
Sequence AutomationThe term automation has different meanings depending on the context and application. In the context of process control applied in large-scale utility power generation, automation-in the form of continuous feedback control-is considered essential to control the many fast, interactive processes involved.
Less common, however, is the implementation of sequence automation for starting and stopping the plant and equipment. Where the term automation is used to describe the latter, it is generally for self-contained subsystems, such as compressed air systems, oil skids, or auxiliary-steam package boilers, or for a turbine plant. In these cases, the sequence automation design is generally provided by the manufacturer as part of the equipment supply, as an integrated design that includes requirements for sensors, automated final elements, and protection systems.
In contrast, the extent of sequence automation of boilers and auxiliary plants, and the integration of boiler/turbine sequence controls, vary greatly, not only with plant age, but also across utilities and individual stations. The reasons for relatively low levels of sequence automation overall in large-scale power generation plants, particularly in the U.S., may be because the requirements were not included in the original plant design, perhaps because of a design criterion for baseload operation or because of the planned operator attendance regime. For installed plants, the benefits associated with sequence automation may not have been apparent or operationally relevant in the past, and so the cost-effectiveness of implementation on installed plants and systems may have been doubtful.
Several factors have arisen that have brought interest in wider power plant sequence automation to prominence. These factors include:
- a- Cost pressures to reduce start times for economic dispatch and fuel cost minimization.
- a- Flexible, wider-load operations requiring routine scheduling of equipment, such as pulverizers and feed pumps, giving rise to associated process disturbances, delays, and operational risks.
- a- Minimization of additional damage and maintenance costs resulting from flexible operations.
- a- Aging workforce and loss of operational expertise.
The generic functional architecture and signal paths for a control and automation system, as typically implemented for a large-scale power plant, are shown in Figure 1. Automatic functions are typically implemented in the modulating or continuous controls, drive controls (that is, controls associated with switchgear, solenoids, and actuators), and protection systems to carry out actions that would otherwise be required to be carried out by an operator or operators. These functions are automated to:
- a- Provide continuous monitoring of process variables and timely control actions to the final elements so that the plant operates as designed and required.
- a- Reduce operator workload and enable complex plants to be operated with minimal operator supervision.
- a- Protect plants and equipment from damage and/or from damaging the environment.
- a- Maintain the safety of personnel.
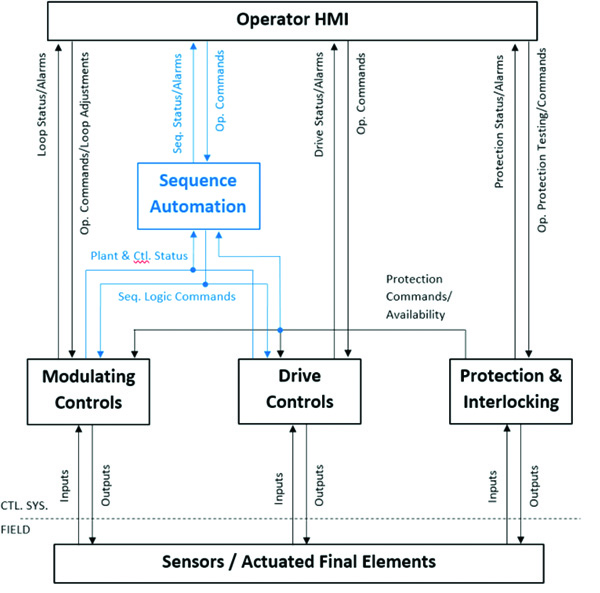 |
1. This schematic shows a generic functional architecture and signal paths for a typical power plant control and automation system. Lines depict control system (Ctl. Sys.) inputs and outputs, operator (op.) commands, and various sequence (seq.) status and logic connections. Source: Electric Power Research Institute (EPRI) |
Sequence automation coordinates the other automated functions during plant transitions, usually from the out-of-service condition to the in-service/normal-operation condition and vice versa. For procedural tasks, sequence automation effectively emulates best-practice operator function, broadly for the purposes listed under the first two bullet points above. If properly designed, sequence automation can also provide some additional advantages, such as sequences can be used to carry out parallel operating tasks and be optimized to achieve operational and/or maintenance aims, including minimizing startup time or minimizing plant life consumption during transient operations.
BenefitsSequence automation can be designed to achieve various aims or potential benefits. Sequence automation can provide the operator with more time to monitor the plant and process in a prognostic or diagnostic capacity, or simply minimize distraction from other more-critical operating functions during plant startup and shutdown operations. In this way, sequence automation can enable change in the operating philosophy for a plant, wherein the operator's role is more focused on detection, resolution, and prevention of plant and process issues, and abnormal operations, as required. Some potential benefits are detailed below.
Minimization of Time to Start Up and Shut Down Plants. The automation design will execute sequences in parallel and operate the plant at or near operating limits to minimize startup and shutdown times. At a subsystem plant level, this operational design may be required to maintain overall plant availability or to minimize the period of disturbance to other in-service plants. Usually, however, this aim is applied to automation of unit startups and/or shutdowns to improve average heat rate, maximize the time that the unit is dispatchable between planned outages, and minimize the planned outage time for overhaul maintenance by reducing the time for plant cooling prior to access being granted.
Predictability of Time to Start Up and Shut Down Plants. Sequence automation can be optimized to achieve consistent times for startup and shutdown under normal operating conditions. At a subsystem plant level (such as boiler feed pump operations and pulverizer operations), this optimization may be required to achieve wide-range continuous load ramps, as may be required for low-load operation. This aim may also be applied to automation of unit startups and/or shutdowns to support unit load dispatch plans associated with unit planned outages.
Repeatability of Plant Startup and Shutdown. Sequence automation will almost invariably help to improve the repeatability of the operating actions that it controls. This repeatability can help to reduce operating variability and errors, and the associated plant maintenance impacts that may result from this variability.
Minimization of Process Deviations and Cumulative Plant Damage During Plant Startup and Shutdown. Sequence automation can be optimized to minimize process deviations from steady-state operating points in order to minimize disturbance to in-service plants, maximize plant life, and reduce other associated maintenance costs.
Reduce Operator Burden. Alleviating operating burden and reducing operator stress during periods of high operator workload can be a key benefit of sequence automation. Sequence automation can safely carry out operations concurrently with the operator, allowing the operator to concentrate more fully on critical operating functions, potentially improving operational outcomes for the plant.
Maximize Time Available to Operators for Diagnostic and Prognostic Tasks. By executing normal plant operations, sequence automation can increase the time for operators to monitor the plant and process, and focus attention on detection, resolution, and prevention of plant and process issues, and abnormal operations. The ability of the operator to focus on issue detection and prevention can contribute to improved availability, particularly during unusual operating scenarios, such as plant startup, shutdown, or low-load operations.
Systematic Process for AutomationSequence automation can be achieved via several methods, such as a standalone capital project, as part of a larger DCS or plant upgrade capital project, or as a series of incremental modifications. By any method, the overall process for establishing the automation scope of work, from simple drives to multi-system equipment, and assessing the options to achieve the overall operating goals, typically involves seven steps (Figure 2).
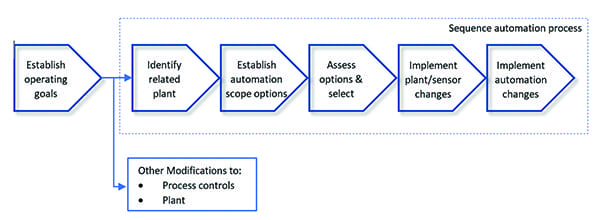 |
2. The steps typically involved in the sequence automation process are shown here. Source: EPRI |
Step 1: Establish Operating Goals. The operating goals for a power plant provide the overall objectives for automation improvement.
Step 2: Identify Related Plant Components. The scope of plant, equipment, or systems to be automated is a function of the operating goals and the type of plant.
Step 3: Establish Plant-Specific Automation Aims and Options for the Level of Automation. The aims of the sequence automation are based on the required benefits, determined based on the operating goals, and the identified plant. The level of sequence automation applied to the plant and controls can vary. Higher levels of automation may require additional field sensors and actuators, particularly for older plants.
Step 4: Assess Each Option for Automation Readiness. This step assesses the technical aspects of the options established in the previous step. The assessment provides a general qualitative approach to considering automation of any plant area, from simple drives to multi-system equipment, and is intended to provide an indication of the relative effort required for implementation of each option in order to assist initial decisions regarding the overall scope of work and the relationship to other work.
Step 5: Select Option for Implementation. The readiness index may be a useful input to a site's normal project development processes. However, it does not indicate the absolute effort of each option (that is, it is intended to be comparative), provide the cost of each option, or compare the relative benefits of the options.
Step 6: Implement Plant Modifications. Assuming sequence automation is required by the selected option, the associated required sensors, final elements, control system hardware, and cabling are designed, selected, installed, and tested as part of this step prior to site testing of the implemented sequences.
Step 7: Implement Sequence Automation Functions. Design, configure, test, and commission the sequence automation functions.
Readiness IndexSeveral factors impact the ability to implement effective sequence automation functions that achieve the operating goals and realize the benefits of automation. These factors also affect the engineering effort required for implementation of sequence automation and, therefore, the cost. Factors include plant scope, sensor and final element completeness, process variability, manual protection functions, and others.
As noted in step 4 above, a critical part of the systematic process for automation involves assessing options for automation to identify "roadblocks" that require resolution to proceed and to produce a "readiness index" value that compares the implementation effort for each option. As part of the first phase of its project, EPRI developed a method of carrying out the readiness assessment for each of the readiness factors. An excerpt of the method is shown in Table 1.
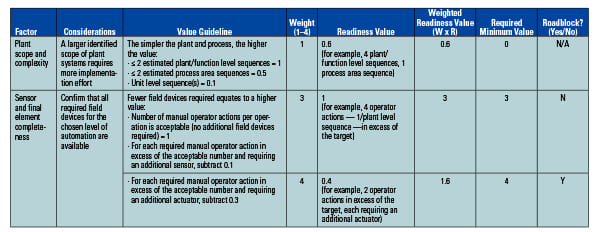 |
Table 1. Automation readiness assessment tool excerpt showing two factors. Source: EPRI |
The method and resulting index are qualitative and subjective. The primary purpose is to enable systematic consideration of all the influencing factors as part of a comparative technical assessment of the identified scope options to provide guidance on the effort and requirements involved in sequence automation of each option. The guidance is intended to inform the persons and process tasked with selecting the automation option for implementation, as well as provide an input for related project processes (such as cost estimation) or engineering labor planning, as appropriate.
The table includes rows for each of the readiness factors, the associated basic reasoning for their consideration in the assessment, and a weighting for each factor for use in the assessment. The weightings included in Table 1 have been determined based on experience.
For each factor, a readiness value for the option under assessment is determined by the user based on the guidelines included in the table for each factor. The weighting can then be applied to the readiness value to achieve a weighted readiness value for the factor. Generally, a lower-weighted readiness value indicates a greater amount of effort required to implement the assessed option for the respective factor. The sum of the weighted readiness values for all factors provides a total readiness value (or "readiness index") for the assessed option that can be compared to the assessment results of other sequence automation scope options.
Based on minimum criteria for each factor, the weighted readiness value is also used to determine the minimum requirements for the sequence automation implementation or the likely "roadblocks" to implementation. The roadblocks determined from the assessment of each option should be used in conjunction with the total readiness value to support selection of the preferred sequence automation option.
The second phase of the EPRI study will consist of case study assessments for using the framework and methodology developed in the first phase to determine automation opportunities in plants to meet their current objectives for flexible operations. The case studies will identify and record plant objectives where automation may be beneficial, determine process and plant performance opportunities and constraints, determine process control functionality and performance, and gather information (such as logic, piping and instrumentation diagrams, and historical trend data) for review. This information will be evaluated to support plant objectives related to automation targets, and determine any current control and automation issues that may impede the implementation. EPRI will then work with the sites to identify the objectives and design changes that are chosen for implementation.
Using the increased automation case study assessment results, utilities can develop project plans, devote resources and funding, and set realistic timelines to make progress toward goals to increase the automation in their plants, helping operational technology, and control system equipment and networks, mature. Learnings from the case studies will be incorporated into ongoing EPRI research and development, including automation implementation, lessons learned, and industry best practices. Results will also be used to refine the framework and methodologies developed in the first phase of the study for continuous improvement of future assessments. a-
-Steven Seachman(sseachman@epri.com) is a principal technical leader in the Instrumentation, Controls, and Automation Program for the Generation sector at the Electric Power Research Institute.
The post Increasing Automation for Fossil Energy Plants appeared first on POWER Magazine.