Design Tomorrow’s Combined Cycle Power Plant Using Previous Lessons Learned
Today's construction boom in the combined cycle/cogeneration sector is great news for suppliers of gas turbines (GTs), heat recovery steam generators (HRSGs), and engineer-procure-construct (EPC) services. But before this boom advances from artist's sketches (Figure 1) to first fires, the designers of all those next-generation combined cycles should pause to reflect on the lessons learned from the current generation of combined cycles.
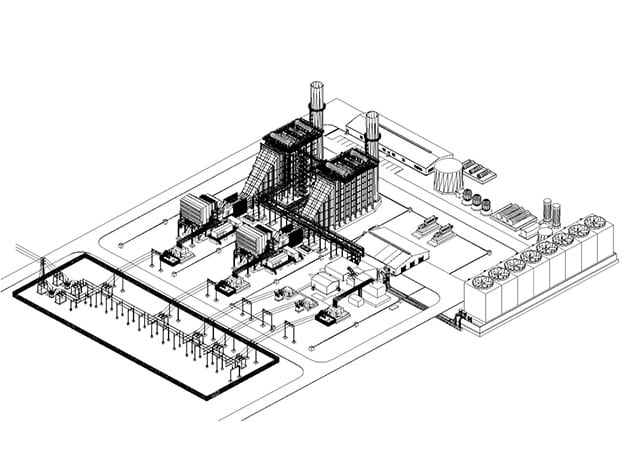 |
1. Artist's rendition. Engineers must incorporate lessons learned from previous designs into new plans or they will be destined to repeat mistakes. Courtesy: The Harris Group |
So I'd like to share some lessons learned by the original and longest-running user group in this sector-the HRSG User's Group. Many of these lessons-when first discovered by our group back in the early 1990s-provided an "aha moment," because they ran contrary to the conventional wisdom. They might still surprise you today!
Lesson 1: Designers Should Not Rely Solely on the ASME CodeThe EPC firms that built and commissioned today's plants diligently complied with the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code. That was a necessary first step, because laws mandate the code in most parts of the world.
But it was only one step in what should have been a rigorous engineering effort to deliver reliable plants. You see, the ASME code's one and only purpose is to protect life and property from catastrophic failures-notably, the explosions that killed steam pioneers way back in the 1800s. That's all the code was intended to do-to protect against fatal booms! It was not intended to be an all-inclusive design manual dictating the full range of engineering analyses required for power projects.
For instance, the code did not dictate the following:
- Completing a fatigue-life calculation, which could have reduced the thermal-fatigue damage occurring in the tight tube bends and tube-to-header welds of today's HRSGs.
- Conducting a computational fluid dynamics (CFD) analysis, which could have prevented the flow imbalances that are tearing up today's HRSG Economizers.
- Running a finite element analysis (FEA) on all vulnerable joints, which could have prevented the deformation and cracking so prevalent in today's HRSG superheater tubes.
In today's HRSGs, plant designers often specified that the welds at tube-to-header connections had to be the full-penetration type, which had been shown in lab tests to have greater endurance than partial-penetration welds. In theory, using full-pen welds was a good idea, but in the practical world of power plants, it did not guarantee that those tube-to-header connections would last any longer than if the designer had specified partial pens.
Here's why: Full-pen welds are more difficult to perform correctly. And if they're not performed correctly, then they can be weaker than a correctly performed partial-pen weld. In other words, tube-to-header welding is a game of percentages. Should you play the long shot for the chance to win big or take the more reliable performer?
Those Who Cannot Remember the Past Are Condemned to Repeat ItDesigners who know this George Santayana quote, and who learn from the lessons mentioned above, will create combined cycle projects chock full of cycling friendly features. Many of them will be innovative things that today's HRSG users haven't yet imagined.
But here's a list of features that today's users have thought of and have gone to great effort to retrofit into their existing plants:
- An exhaust-stack damper, and a front-end closure upstream of the gas-turbine inlet, to reduce the loss of decay heat immediately after shutdowns (Figure 2).
- A steam-sparging system to reduce the decay rate of high-pressure (HP) drum pressure while the unit is in a prolonged shutdown.
- An automated nitrogen-blanketing system for the prompt setting of layup conditions after each shutdown.
- A responsive water treatment system that won't introduce oxygenated water on every startup.
- Greater steam bypass capacity to accommodate transients and partial-load operation.
- Large, automated steam drains to prevent condensate quench of superheater and reheater tubes during startup.
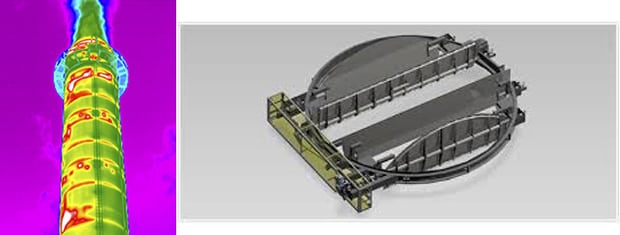 |
2. Exhaust-stack damper. One significant improvement over old designs is the installation of a damper to reduce the loss of decay heat after shutdown. Courtesy: ALS Consulting LLC and Chanute Manufacturing Co. |
When a combined cycle plant is operating in steady state at full load, it's an elegant marriage of the Brayton and Rankine cycles. Unfortunately, when it's operating under transient or part-load conditions, it's not so elegant. During these conditions, the GT is producing so much exhaust heat at such rapid rates of temperature change that it can damage thick-walled HRSG and steam turbine components, if it's not controlled.
One control solution is to install a bypass damper upstream of the HRSG to divert some of the GT exhaust gas around the HRSG and out to atmosphere, effectively allowing the plant to operate in simple-cycle mode during transients. But this solution isn't practical because large, bulky dampers can't be modulated with enough precision, and because it's too capital and maintenance intensive.
A second control solution is to allow the HRSG to generate steam, but to vent that steam directly to atmosphere until all of the steam-cycle metal is properly warmed. The downside of this sky-vent method is that it wastes a lot of demineralized water, plus it produces objectionable noise and steam plumes.
That leaves designers with the third-and most common-control solution for managing the imbalance between GT exhaust heat and steam system thermal limits: The cascading steam-bypass system. In this design, the HP superheated steam that's generated during transients gets bypassed around the steam turbine's first-HP-section, via a pressure control valve (PCV) and an attemperator, into the reheater. After passing through the reheater, the steam is diverted again, around the steam turbine's latter stages-the intermediate-pressure (IP) and low-pressure (LP) sections-before it ultimately gets dumped into the condenser, hence giving this system its nickname of "the condenser-dump system."
The condenser-dump system has proved to be practical, but not particularly durable. It must handle an immense amount of energy at harsh temperatures, pressures, and velocities, and it creates even harsher changes in temperature and flow when the pressure control and attemperation valves suddenly open. The end result has been a host of operations and maintenance (O&M) problems in today's combined cycle plants.
So what's a Designer of tomorrow's combined cycles to do? I suggest we learn from the condenser-dump systems installed in Europe, South Africa, and Japan, where durability has been much better. The main difference between the condenser-dump systems overseas and those installed here is that most North American systems were originally undersized.
To size a condenser-dump system, designers must evaluate the worst-case transient-which is a steam turbine trip from full load. In past calculations, designers assumed that the mass flow going through the dump system would be the same as what was going through the fully loaded steam turbine. Sounds logical, right? Unfortunately, it's wrong!
When the steam turbine trips, the HP bypass valve opens, which allows attemperating spray to be injected into the fluid stream. This attemperating spray increases the mass flow by as much as 20%. And further down the line, spray from the second-the hot-reheat-bypass adds yet more mass flow (another 20%), according to studies conducted on existing plants by Gryphon International Engineering Services Inc.
If we sum these additional fluid streams, we see that the total mass flow for the worst-case transient is not 100% of the loaded turbine's mass flow, rather it's actually 140%. This is the figure that designers should use when they're sizing tomorrow's condenser-dump system piping, valves, dump tubes to the condenser, and condensate pumps.
Condensate Quench PreventionAs far back as 1993, some pioneering members of the HRSG User's Group were warning the industry about a new damage mechanism they had detected using an array of thermocouples placed on individual HRSG tubes. The failure mechanism was the result of condensate quench in superheater and reheater tubes during startup. As with any new idea, their warnings sparked controversy.
Many HRSG users found the warnings to be interesting, but didn't want to spend the money and effort needed for a long-term solution. Other HRSG users found the warnings to be overwhelming, coming as they did on top of the many other problems they were battling. Still other folks-mostly HRSG suppliers-dismissed the warnings altogether, claiming that condensate quench was only a theory created by boys crying wolf.
But in 2007, those pioneering members of the HRSG User's Group were vindicated, because ASME at long last codified their warnings. Today, the prevention of condensate quench by using large, automated steam drains no longer is a HRSG user's wish; now it's an ASME code requirement.
Combined Cycle ConundrumBecause most of the features listed above were omitted from today's combined cycle plants, their HRSGs were damaged so badly that entire heat transfer modules often had to be removed and replaced (Figure 3). These extensive retrofits cut deeply into the project's long-term profitability.
 |
3. Heavy lift. Inadequate early designs have resulted in many plants being forced to replace heat transfer modules in first-generation HRSGs. Courtesy: ALS Consulting LLC and Chanute Manufacturing Co. |
Of course, long-term profitability isn't the focus of most plant designers, because they're in a short, fast race known as the competitive-bid process, whose finish line is known as initial cost. But long-term profitability certainly is the focus of plant owners and operators, whose race is akin to a marathon. And there, in a nutshell, is the combined cycle conundrum and the challenge for plant designers in the current construction boom.
Their challenge is to do a better job than their predecessors of balancing the economic trade-off between initial cost and long-term O&M cost. Many folks think that there is no such balance; that these two goals are very different and cannot be achieved on any one project. But many folks also believe that two very different musical notes can't be played at any one time. They can! It's called harmony and it is a very pleasing thing.
For the sake of tomorrow's HRSG users, today's HRSG users are hoping that plant designers will create new harmonies, as pleasing as the horn section in Chicago or the vocals of Queen.
-Rob Swanekamp, PE is executive director of the HRSG User's Group.
The post Design Tomorrow's Combined Cycle Power Plant Using Previous Lessons Learned appeared first on POWER Magazine.